


钢材厂家技术完善视频展示,产品更生动!让您亲眼见证其优点和特点,为您的购买决策提供有力支持。
以下是: 钢材厂家技术完善的图文介绍
H型钢的翼缘都是等厚度的,有轧制截面,也有由3块板焊接组成的组合截面。工字钢都是轧制截面,由于生产工艺差,翼缘内边有1:10坡度。H型钢材的轧制不同于普通工字钢仅用一套水平轧辊,由于其翼缘较宽且无斜度(或斜度很小),故须增设一组立式轧辊同时进行辊轧,因此,其轧制工艺和设备都比普通轧机复杂。国内可生产的 轧制h型钢材高度为800mm,超过了只能是焊接组合截面。 我国热轧H型钢国标(GB/T11263-1998)将H型钢分为窄翼缘、宽翼缘和钢桩三类,其代号分别为hz、hk和hu。窄翼缘H型钢适用于梁或压弯构件,而宽翼缘h型钢和h型钢桩则适用于轴心受压构件或压弯构件。工字钢与H型钢相比,等重量前提下,w、 ix、 iy都不如h型钢。


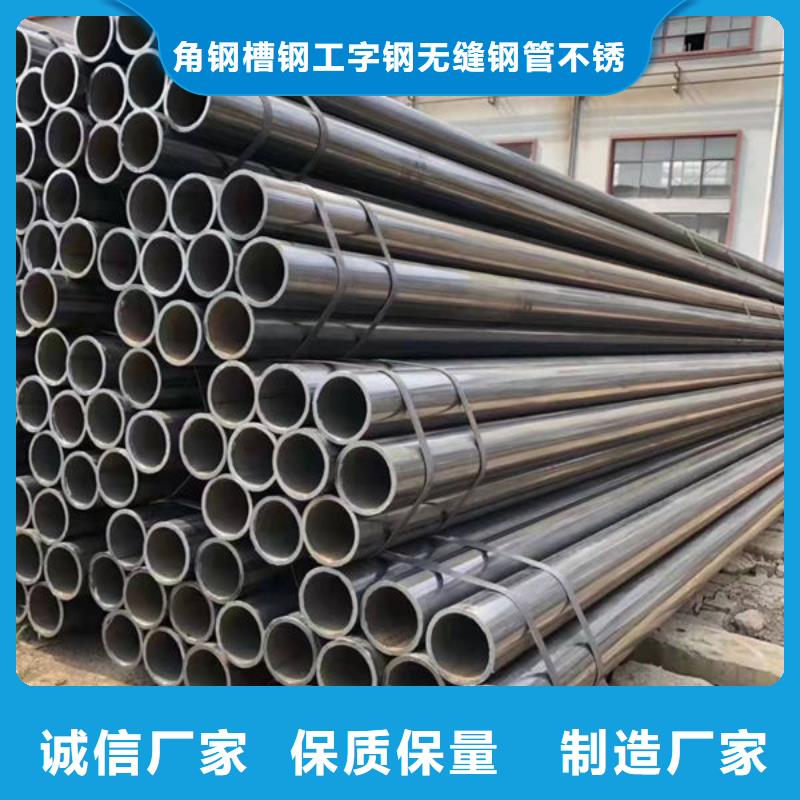
无缝钢管发展历史德国人曼尼斯曼兄弟于1885年首先发明二辊斜轧穿孔机,1891年又发明周期轧管机,1903年瑞士人施蒂费尔(R.C.Stiefel)发明自动轧管机(也称顶头式轧管机),以后又出现了连续式轧管机和顶管机等各种延伸机,开始形成近代无缝钢管工业。20世纪30年代由于采用了三辊轧管机、挤压机、周期式冷轧管机,改善了钢管的品种质量。60年代由于连轧管机的改进,三辊穿孔机的出现,特别是应用张力减径机和连铸坯的成功,提高了生产效率,增强了无缝管与焊管竞争的能力。70年代无缝管与焊管正并驾齐驱,世界钢材产量以每年 5%以上的速度递增。中国1953年后重视发展无缝钢管工业,已初步形成轧制各种大、中、小型管材的生产体系。铜管一般也采用锭坯斜轧穿孔、轧管机轧制、盘管拉伸工艺。



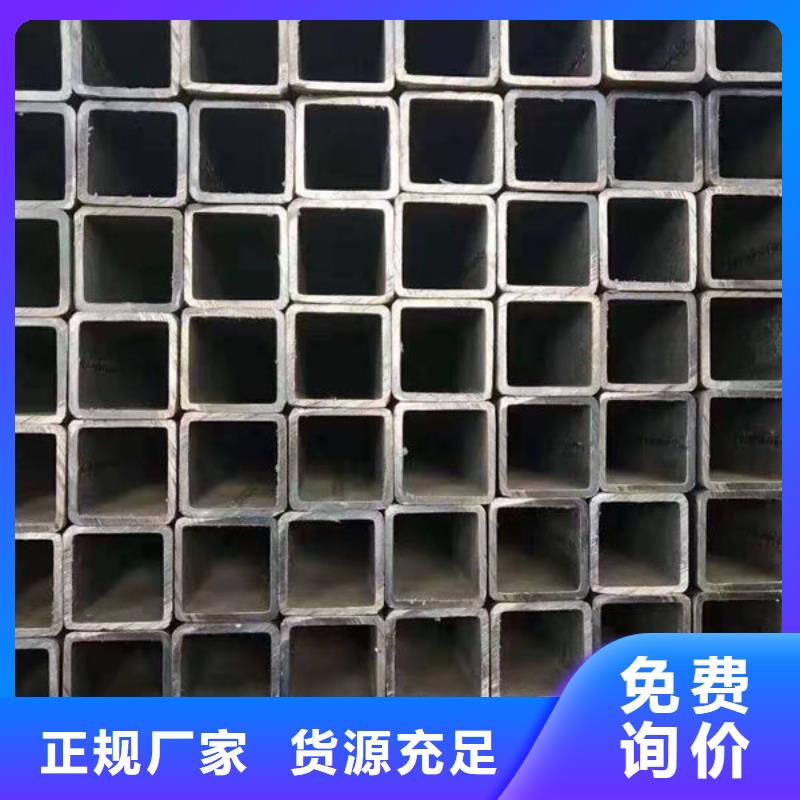
螺旋钢管厂家所生产的螺旋钢管品种多,在装卸过程中难免发生钢管损伤的情况,具体事项如下:1、螺旋钢管包装应能避免在正常装卸、运输和储存中松散和受损。2、如果需方对螺旋钢管的包装材料和包装方式有特殊要求的应在合同中注明;如未注明,包装材料和包装方式有供方选择。3、包装材料应符合有关的规定。如果没有要求包装材料,应达符合预定的用途,避免浪费和造成环境污染。4、如果客户要求螺旋钢材不能在外表上有磕碰等损伤,可以考虑在螺旋钢管之间采用保护装置。保护装置可以使用胶皮、草绳、纤维布、塑料、管帽等。5、薄壁螺旋钢管由于厚壁薄可以采用管内支撑或者管外框架保护的措施。支架和外框的材料采用和螺旋钢管材质一致的钢料。6、 规定螺旋钢材采用散装的方式。如果客户要求打捆可以酌情考虑,但是口径必须在159MM到500MM之间,。打捆的材料使用钢带打包并扣紧,每道应至少拧成两股,并根据螺旋钢管的外径和重量适度增加,防止松散的情况发生。7、定尺的螺旋钢管可以不打捆。



角钢槽钢工字钢无缝钢管不锈钢板赣达金属材料(鱼峰区分公司)处于解放东路青山湖南大道金城国际钢材市场43栋20号,是一家集研发、设计、生产、销售为一体的公司。主营产品 槽钢,公司拥有一批的、从事本行业多年的科研开发人才及高素质的专业制造人才,依靠“开拓、创新、务实、科学”的设计理念,严格的生产工艺,优质的售后服务,赢得广大用户的一致赞誉和信赖。公司成立以来,以“客户满意就是我们荣誉”的经营理念,不断创新,追求完美,迎合用户及市场需求。



一般的无缝钢管的生产工艺可以分为冷拔与热轧两种,冷轧无缝钢管的生产流程一般要比热轧要复杂,管坯首先要进行三辊连轧,挤压后要进行定径测试,如果表面没有响应裂纹后圆管要经过割机进行切割,切割成长度约一米的坯料。然后进入退火流程,退火要用酸性液体进行酸洗,酸洗时要注意表面是否有大量的起泡产生,如果有大量的起泡产生说明钢管的质量达不到相应的标准。外观上冷轧无缝钢管要短于热轧无缝钢钢材管,冷轧无缝钢管的壁厚一般比热轧无缝钢管要小,但是表面看起来比厚壁无缝钢管更加明亮,表面没有太多的粗糙,口径也没有太多的毛刺。


